About Us
The Galwalia Ispat Udyog Private Limited (GIUPL), established in 2005, is an iconic Steel Manufacturing Company in the country. GIUPL is a strong contributor towards the country's 'Make in India' effort aimed at making our nation self reliant in manufacturing. Built on ethos and legacy of excellence in what it produces, Galwalia Ispat Udyog Private Limited has a modern & technologically up-to-date manufacturing facility at Kashipur, producing the highest quality TMT bars under the brand name INDOSTAR .
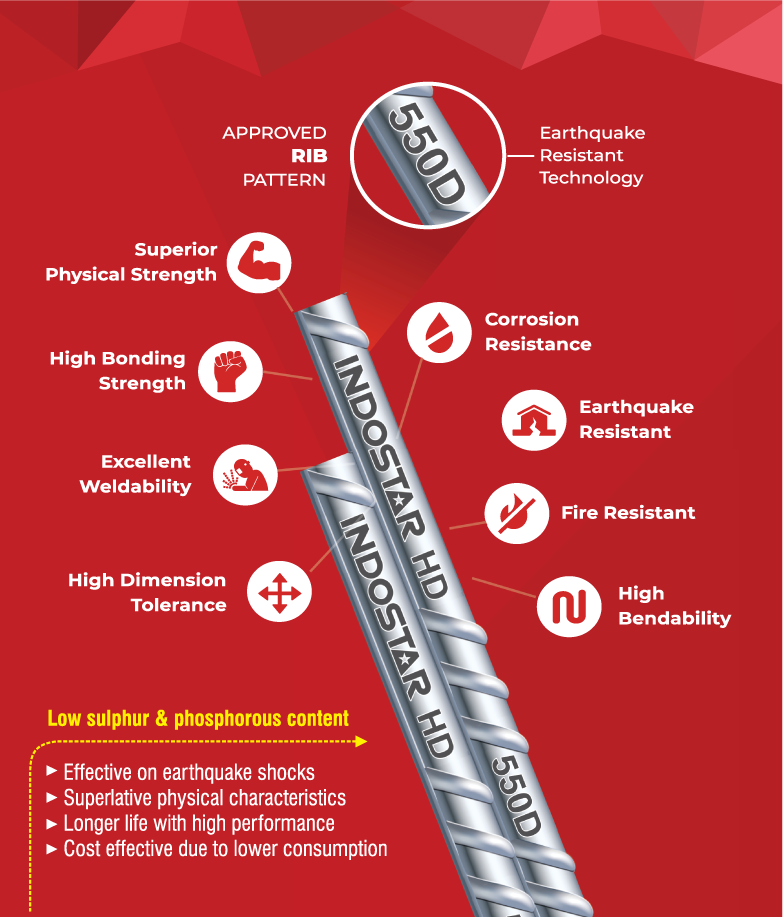


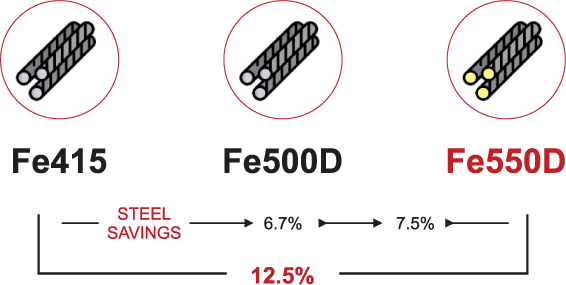
WHY INDOSTAR 550D TMT BARS ?
D-grade steel is more frequently utilised in earthquake-prone locations because of how robust it is to seismic activities. According to IS 1786, Fe 550D complies with the chemical requirements with low Carbon, Sulphur, and Phosphorus that enable TMT to gain more ductility that helps the steel to be preserved and resistant to seismic shocks.
TMT manufacturing process results in a steel product with a solid outer shield that gives the TMT steel bar the requisite strength and a soft inner core that gives it the necessary flexibility to survive the destruction caused by an earthquake's earth-shaking activity.